



雄克细长型夹持解决方案让工件更易触及
2017-06-30 | 编辑:中机教育网 | 来源:中国机械工业联合会机经 | 浏览量:
继五轴加工中心成功实现完整加工之后,工件的可接近性在夹持技术中变得更加重要。在过去,使用夹爪或卡爪夹持工件时,需要项目专用的细长刀具或者采用多个工装步骤完成一项加工任务。时至今日,出现了许多智能的夹具,此独特设计不仅有效简化了加工流程,也使刀具可以更容易地接近工件。
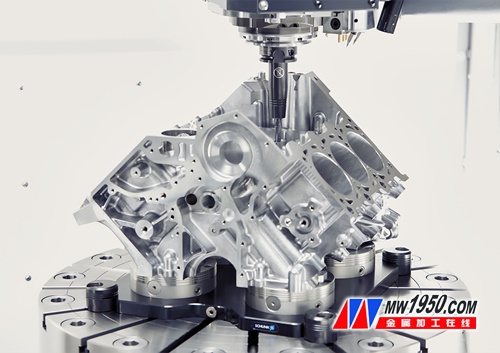
细长型液压膨胀技术:TENDO Slim 4ax能够轻易地接近工件,操作便捷,刀具更换快速且使用寿命也更长。图中还使用雄克VERO-S直接夹持工件,灵活地进行五面加工。
对于辅助复杂工件加工的夹具而言,其发展趋势已从单纯地解决问题转向效率的提升。为了应对空间狭小的加工环境,细长型刀柄或加长杆曾经历了一股发展热潮。今天,用户的关注点已不仅仅局限于细长的外形,而是整个加工过程。新的关注点是:效率更高、产出最多、系统利用最大化、触及工件更容易。
细长型液压刀柄
例如,雄克TENDO Slim 4ax高刚度细长型液压刀柄,外形与标准热缩刀柄一致,内部采用液压膨胀技术。在五轴加工中心和模具制造行业中,能够在靠近干涉轮廓的位置进行铣削、钻孔、铰孔和螺纹切削。一系列测试结果表明,液压刀柄的阻尼减振性能可大幅优化铣削操作过程。例如,在点钻中,可将X/Y向上的峰值切削振幅(刀具的偏转)减少一半。通过减少横切机构和刀具刃口的负载能够显着延长刀具的使用寿命。此外,用户还可实现精确的钻孔测量和最大化的工件精度。使用非常简单:可以即插即用,1:1替代热缩刀柄,无需对机床进行重新编程。
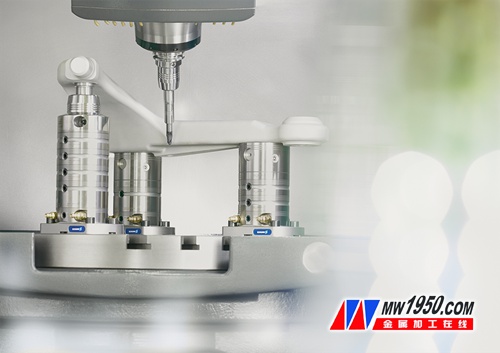
加长杆:雄克TENDO SVL加长杆能够代替特制刀具。
得益于标准化的加长杆,即使在非常狭窄的空间,也无需再使用专用刀具。高效的雄克TENDO-SVL加长杆几乎可以组合各种标准刀柄(主轴接口不限)完成难以接近区域的加工操作。150 mm和200 mm的细长型加长杆具备超高扭矩,可在钻孔、铰孔和精铣加工期间可靠地夹紧刀具。通常情况下,一个TENDO刀具加长杆组合不同的标准刀具即可满足加工需求,无需再使用热缩刀柄或特制刀具。
直接夹持,无干扰轮廓
在工件夹持领域,磁力夹持,特别是工件直接夹持领域的发展,被视为是避免轮廓干涉和提高加工效率的专业化解决方案。基本的操作原理非常简单:预先在工件上加工螺纹孔,用来安装快换系统的定位销,工件即可由雄克VERO-S快换模块夹紧,无需额外的夹持装置。和MAGNOS磁力夹持技术一样,它能够非常方便地对工件进行五面加工。此外,还可以精确设定零点。因此,直接夹持技术优于其他很多夹持解决方案,尤其是对于一次性生产和小批量加工。标准的工件升高模块使机床主轴更易触及。凭借丰富的项目经验,雄克开发了一种用于工件直接夹紧的模块化系统。除了夹持模块和自由组合的叠加模块,还包括用于工作台和格栅板安装的各种标准化底板模块。夹持柱最低80mm,以10mm的精确间距向上调整,因此无需使用任何特殊的解决方案。此外,还可以通过使用补偿模块和钻孔测量仪补偿螺栓的方式来补偿高差。所有接口都带有一个不限范围的短锥定心机构,它位于单个组件之间,能够确保重复精度低于0.005 mm。
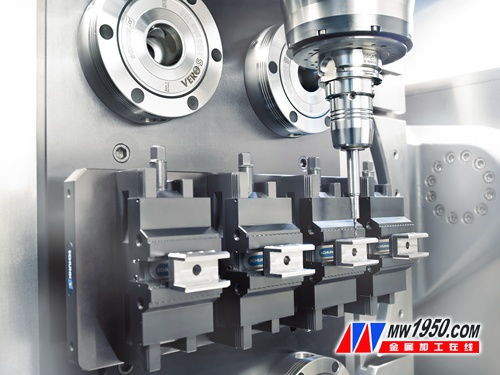
直接夹持:雄克模块化VERO-S夹持柱可轻松夹持特定形状的工件。标准叠加模块的精细分度可适应任意高度。
节约加工空间的车床卡盘
在车床卡盘技术方面,可达性解决方案的进步也是显而易见的。例如,高灵活度的雄克ROTA-S flex将经典的ROTA-S plus系列车床卡盘与延长导轨相组合,重量更轻、用途更广泛。与传统的大夹持直径车床卡盘相比,ROTA-S flex卡盘的重量减少了60%。此外,较低的卡盘高度为工件和工具留出了足够的空间。当需要加工小型工件时,可简便地拆卸延伸导轨,所以该卡盘可加工的工件尺寸范围要远远大于传统的大型卡盘。

多功能大型卡盘:雄克ROTA-S flex手动卡盘专为大夹持范围的应用而设计。图中卡盘未安装延长导轨。
上一篇 上一篇:igus新款全能型滑动轴承材料:相近的价格,加倍的性能
下一篇 下一篇:蔬菜移植机填补和田县蔬菜移栽机械使用空白






