



车铣复合机床五轴头关键技术
2017-10-10 | 编辑:中机教育网 | 来源:互联网 | 浏览量:
车铣复合机床的五轴头(以下简称车铣五轴头)可以说是车铣复合机床的心脏(见图1)。由于车铣复合机床的形式很多,五轴头的形式也多种多样。车铣五轴头不但要像镗铣主轴一样,除具有铣、钻、攻丝、镗等功能,还具备车的功能,即实现刀具动力主轴定向停车、锁紧。 车铣复合机床的五轴头(以下简称车铣五轴头)可以说是车铣复合机床的心脏(见图1)。由于车铣复合机床的形式很多,五轴头的形式也多种多样。车铣五轴头不但要像镗铣主轴一样,除具有铣、钻、攻丝、镗等功能,还具备车的功能,即实现刀具动力主轴定向停车、锁紧。这是车铣五轴头区别于镗铣五轴头的一个标志。它比镗铣五轴头更复杂,技术含量更高。下面就车铣五轴头的几项关键技术加以论述。
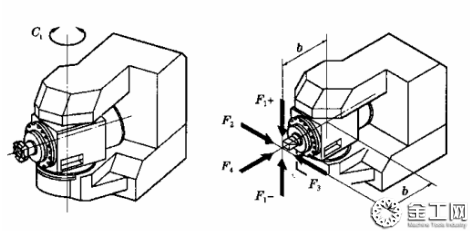
图1
1、几项关键技术
(1)动力主轴锁紧
动力主轴锁紧是车铣五轴头的一个特殊要求。在车削过程中,车刀是非旋转刀具,且需保证准确的中心高,要求动力主轴限制原有的旋转自由度,实现准确定向停止。由于车削过程中主轴受力较大,限制旋转自由度的力相应很大,这种限制只有通过机械方式实现,而任何一种机械式结构都会不可避免地产生超定位。
目前常见的锁紧机构为三齿盘。由于三齿盘结构在轴向和径向同时定位,限制了六个自由度,而原有主轴已限制了五个自由度,这样就有五个自由度超定位。其优点是可以获得非常好的刚度,但对零件加工精度、零件装配精度的要求就会大幅度提高,给零件制造、装配都提出了更高的要求。三齿盘锁紧机构在车铣五轴头中的位置对加工性能有很大影响,通常有两种形式。一种是装在主轴前轴承的前端(见图2)。这样锁紧位置离车削受力点近,对重切和震切非常有利;另外三齿盘的液压夹紧机构有消振作用,对长刀杆切削有利。另一种是装在主轴前轴承的后端(见图3),这种形式在铣削时,刀具受力点距主轴前轴承的距离短,有利于铣削,对提高镗、铣削刚度,提高表面加工质量十分有利。
三齿盘装在主轴前轴承前端,装配相对容易;三齿盘装在主轴前轴承后端,装配难度较大,且不利于维护。一般实现主轴定向的角度认别机构因其体积大,不能用于车铣五轴头。
(2)松夹刀机构
车铣复合机床都带有一个自动换刀机构(见图2)。由于车铣五轴头主轴比一般镗铣主轴短,而一般松夹刀机构均较长,这就给松夹刀机构设计带来难度。此外松夹刀机构的松夹力一般在1300kN以上,且是瞬间动作,冲击力很大,对主轴轴承有损害。如何使主轴轴承不受冲击,而且在一个有限的空间内实现松夹刀,是车铣五轴头的另一个难题。
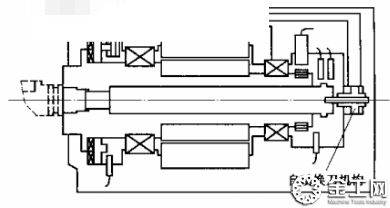
图2
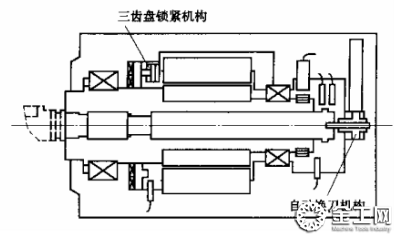
图3
(3)油、水、气通道
车铣五轴头要求有主轴定向松夹,刀具松夹外冷却、内冷却和气密封、自动润滑,要有八个以上油、水、气通道(见图4)。相关的执行元件要有检测,需要有6~9个电线组,油、水、气和电的配送易发生故障,其结构布置对车铣五轴头的可靠性有重要的影响。
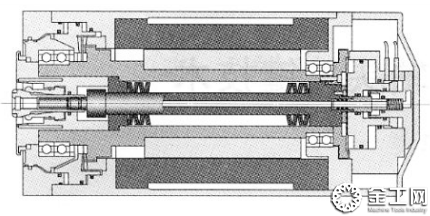
图4
(4)车铣五轴头的B轴
车铣五轴头的B轴(图5)在旋转功能上与铣削五轴头有很大的区别。一般铣削五轴头只需任意角度连续旋转,而车铣五轴头除了需要任意角度连续旋转外,还需要有限指定角度锁紧、任意角度锁紧。任意角度连续旋转是加工连续曲面的要求,技术关键是传动链消隙和具有足够的转矩。
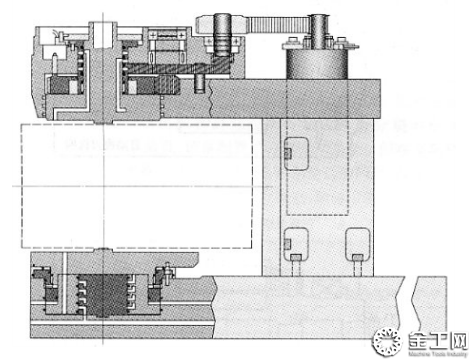
图5
固定角度锁紧是为了满足加工指定角度平面或定向结构的要求。由于B轴转动链很难做到无隙,即使做到传动刚度也不够。为了能实现有限指定角度强力切削,一般采用定向三齿盘锁紧。这种锁紧方式可实现高刚度。
任意角度锁紧是为了实现任意角度定向加工要求而设计的。由于三齿盘结构只能实现有限角度锁紧,任意角度的锁紧必须用其他方式来实现,其锁紧方式各个生产厂家则均有自己的诀窍。
2.关键技术的解决思路
动力主轴定向锁紧方式要根据主轴实际应用中是侧重车削还是铣削。以切削方式来选择有利于发挥结构优势,保证加工件的质量;松夹刀机构的解决方案关键是主轴在松夹刀过程中不受力。结构上一定要使松夹刀成为主轴内力;配油、水、汽主要要考虑由于管路曲折,压力损失大,应尽量加大管路直径;B轴的关键是解决任意角度的锁紧,主要应考虑选择一种刚度好的方案,可靠性高。B轴的任意角度旋转主要应解决如何消除传动间隙,实现无间隙和小间隙传动。
车铣五轴头可以是机械式主轴,也可以是电主轴,文中提到的关键技术是共性的。每个关键技术均有多种解决方案,文中所提出的思路在国外和国内都有成功的应用案例,正确的使用会少走很多弯路。如果上述难点能得到创造性解决,车铣五轴头的性能就有可能赶上或超过国外同类产品水平。
采用双向交替转动顺序进行测量,即先从一个方向转动测量各目标位置(0b~360b),再从相反的方向转动测量一次(360b~0b)。按照这一测量转动顺序,直至完成所要求的测量转动次数。另外,在编辑测量转动程序时,还要充分考虑首目标位置和末目标位置的越程,通常选择5b,主要考虑消除转向时的间隙。
系统控制被测回转轴的转动,编辑一段测量转动程序,该程序与计算机主菜单设置的数据采集程序相一致。然后,按照测量转动程序依次转动到每个目标位置上,并在每个目标位置上停留一段足够长的时间。以便RX10回转轴精度测量软件,监控被测回转轴的每个目标位置,并等候稳定在/读数稳定性0允许范围之内,随即RX10回转轴测量软件以每秒5次的测量速度进行采集数据。停留时间长短由/测量期0参数决定。采集数据的时间,由计算机屏幕上不断增加的箭头显示来表明。当箭
头结束/测量期0时,RX10回转轴测量软件将采集数据进行平均,计算出该目标位置的角度误差并显示于屏幕误差栏中,同时也显示出角度误差趋势图形。随着测量次数的增加,所显示角度误差趋势图形也随之改变,因此,可比较直观的反映和观察到每次测量角度的误差值。按照测量转动顺序重复5次双向交替数据采集后,将采集的数据进行存盘。
启动数据分析软件,可以根据GB10931-89或国际上通用的ISO230、VDI/DGQ3441等标准,来评定被测数控机床回转轴的位置精度。包括定位精度、重复定位精度、反向偏差和位置偏差。并且可以打印出每次测量各目标位置的原始偏差数据及回转轴位置精度的偏差趋势分析图形。借此直观地反映出被测回转轴的实际偏差情况,得到被测回转轴偏差的参考数据,以便改进装配工艺和补偿修正。
上一篇 上一篇:车铣复合加工中心的数控编程技术
下一篇 下一篇:常州民企成功研发了铸造业新材料






