



球杆仪诊断助力飞机机身制造
2018-01-09 | 编辑:中机教育网 | 来源:中国机械工业联合会机经 | 浏览量:
如果不进行定期检查和维护,数控机床会随着时间的推移逐渐失去定位精度并引入误差。为了加工复杂、高价值的飞机机身组件,BAE Systems借助无线球杆仪系统来提供所需的机床诊断数据,从而最大限度地确保产品质量和生产效率。
背景
现代飞机的机身组件制造对精度和品质一致性有着严格的要求。机身组件的预期寿命必须与飞机的预期寿命相匹配,因此在金属和复合材料的加工过程中,确保生产质量和可靠性至关重要。

黎明时分的塞浦路斯阿克罗蒂里机场,第11空军中队的一架台风战机准备起飞(照片由BAE Systems提供)
全球防务、航空和安全公司BAE Systems为欧洲台风战机(一款双发动机、三角翼布局多用途战斗机)生产多种关键的机身组件。这款高机动性战机自2003年服役以来,已经列入了世界多个国家的空军序列。
在英国布莱克本附近的萨默斯伯里机场先进的制造工厂里,BAE Systems的80多台数控机床正在高速运转,生产着台风战机和其他飞机所需的多种高价值机身组件。
为了确保零件质量稳定一致、最大限度减少材料浪费并提高生产效率,保持五轴机床的性能和产量已成为公司生产线工程师的主要职责之一。
因此,定期进行数控机床检测和校准检查便显得至关重要。BAE Systems在很早之前便使用了雷尼绍的QC10球杆仪机床诊断系统。此后,为了提高灵活性和易用性,他们又开始启用第二代无线球杆仪系统。
QC20-W球杆仪系统
如果数控机床的定位性能达到理想状态,那么在任意两轴组合中,圆弧插补都会与设定的圆形轨迹完全吻合。QC20-W无线球杆仪可提供比较实际轨迹和设定轨迹的方法,以此确定是否存在误差。
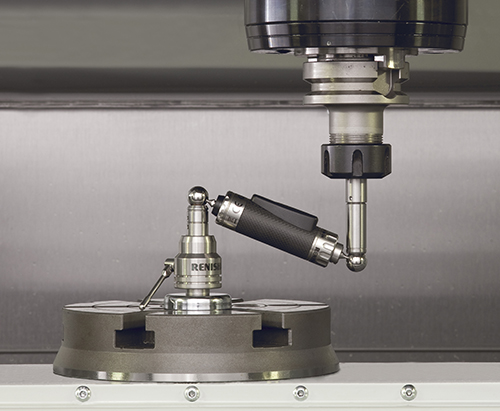
用于机床性能诊断的雷尼绍QC20-W无线球杆仪
球杆仪内含高精度线性传感器,每端各有一个精密球,分别固定在两个精密磁力碗座上:一个磁力碗座安装在机床工作台上,另一个安装在机床主轴上。在这种布局中,当数控机床按设定的圆形轨迹运行时,球杆仪能够测量半径的细微变化。

飞行中的欧洲台风战机(图片版权所有:BAE Systems)
信号处理在球杆仪内部进行,而数据通过无线连接传输至个人计算机中。采集的数据用于计算定位精度(圆度和圆度偏差)的整体性能,计算方法符合国际标准以及雷尼绍自己的分析报告标准。
球杆仪数据以图形和数字两种形式显示,可进一步帮助诊断机床误差。球杆仪组件包含50 mm、150 mm和300 mm加长杆,可用于诊断各种尺寸的数控机床。
挑战
无论机床的类型、规格、工作负荷和使用率如何,如果不加以维护,即使是最好的数控机床,定位精度也可能会随着时间的推移逐渐下降,从而产生加工误差。组件磨损、碰撞造成的损坏、安装错误,甚至是基座振动和环境温度的变化都可能对精度造成不利影响。
在零件加工完成后才发现机床问题的代价十分高昂。在BAE Systems制造的机身组件中,很大比例都是由钛合金材料加工制成的。这种高强度、轻质、耐高温和耐腐蚀的金属材料价格不菲且日益紧缺,需要提前一年向供货商预定才可保障供应。
除了昂贵材料报废造成的损失外,机床误差造成的数控机床加工时间损失更是难以挽回。
一件复杂的钛合金机身组件一般需要机床加工40个小时。重复生产出报废组件会对企业的生产效率造成严重影响。
一个典型的例子是,BAE Systems的制造工程师曾发现在众多的机床中,有一台机床的加工精度正在缓慢下降,车间操作人员渐渐对其性能失去了信心。由于越来越难以生产出达标的零件,问题机床逐渐被闲置,而它原来承担的工作量则被分流到其他机床。
要解决面临的这些难题,需要定期检查数控机床的性能。保持机床的定位精度对于确保质量和生产效率而言至关重要。
解决方案
为了协助定期进行数控机床的性能诊断,BAE Systems以前使用雷尼绍的QC10球杆仪系统来识别特定的机床性能误差。

雷尼绍QC20-W球杆仪
现在BAE Systems开始使用第二代QC20-W无线球杆仪,还启动了一项涵盖整个工厂的预防性维护计划,规定每周、每月和每年对所拥有的60多台数控机床进行定期检查。
通过详细解析所有机床的QC20-W诊断数据趋势,BAE Systems制定了一套可靠的误差范围基准,以此对所有机床的性能进行快速检查,并允许操作人员做出“继续/不宜继续”使用机床的决定。一旦数控机床定位精度出现任何大于30 µm的圆度误差,就需要立即展开调查。
接受过球杆仪培训的机床操作人员可高效率地使用QC20-W运行诊断检查,这意味着这些检查可以利用生产间隙完成,这对产量几乎不会造成任何影响。
同时BAE Systems还确定了球杆仪测试组件与数控机床的最佳数量比例。这一比例为1:15,这意味着在某一时刻,有一台球杆仪可离开工厂前往专业机构做年度校准检查,而其他球杆仪则可同时对车间内的不同机床执行性能检查。
凭借在不同类型的机床上使用QC20-W球杆仪所获得的知识和经验,BAE Systems现在能够更深入地研究上文所述的那台实际上已退出生产序列的问题机床。
BAE Systems使用球杆仪观察到了一个200 μm的XY圆度误差。他们使用球杆仪诊断软件,确定机床的主要故障模式为伺服不匹配造成的,随后占第二位的误差源为较大的反向间隙误差。BAE Systems维护工程师通过优化X轴驱动参数纠正了伺服不匹配问题,然后他们使用球杆仪再次进行检查,以量化调整后获得的改进。
然而再次检查的结果显示,即使伺服不匹配已被消除,机床仍存在严重误差,工程师们接下来又使用球杆仪和传统量规进行了检查和测量,发现误差是由于X轴的滚珠丝杆磨损造成的。翻新滚珠丝杠并重设反向间隙补偿值后,机床这次达到了30 μm的XY圆度要求,并重新加入了生产序列。
BAE Systems专业制造工程师Jim Walsh评论道:“使球杆仪检测成为机床状态检查不可或缺的一部分,这不仅有助于确保零件质量稳定一致,对于那些曾被认为是已无法胜任工作的机床,球杆仪还可帮助我们令其重新焕发活力。”
他继续道:“使用球杆仪的诊断软件可以自动分析结果并诊断误差,这意味着机床操作人员再也无须根据原理和公式费力地自己计算数据的真实含义、确定问题的发生位置以及查找补救措施了。这在实际生产中将节省大量的时间。”
结果
BAE Systems在加工高价值飞机机身组件的过程中面临着诸多挑战,而将QC20-W无线球杆仪系统纳入专门的数控机床预防性维护计划,则是其应对这些挑战迈出的有益一步。

BAE Systems员工Jim Walsh正在使用雷尼绍QC20-W球杆仪
雷尼绍也在不断更新球杆仪诊断软件的功能,在新版软件的帮助下,BAE Systems旨在减少材料浪费和提高生产效率的主动性维护计划将增添新的活力。在萌芽阶段便可找出导致机床误差的根本原因,不必到问题实际发生时措手不及。
过去,漫长且代价昂贵的机床检查和维修工作将导致出现大量的机床停机时间,令企业难以承受;而现在,BAE Systems的机床误差诊断几乎瞬间便可完成,这使得停机时间大幅减少。此外,借助球杆仪诊断数据,企业不再单纯依赖机床制造商的服务和支持来解决相关问题。
借助于雷尼绍球杆仪的诊断,一台故障数控机床重新焕发活力,车间生产效率和质量合规方面也取得了重大进展,这令BAE Systems受益颇多。
上一篇 上一篇:扬大北斗导航今年6月将投入示范应用
下一篇 下一篇:亚马逊获得智能镜子专利:让购物者试穿虚拟服装






