



碳化硅在废钢铸造技术中的应用
2018-10-15 | 编辑:中机教育网 | 来源:制造工业联盟 | 浏览量:
摘要:本文介绍了灰铸铁柴油机缸体缸盖熔化过程中合成铸铁技术的应用、碳化硅的使用、铁液的高温过热静置及孕育处理等工艺,重点阐述了合金元素硅、锰、铜、铬、锡含量对缸体缸盖力学性能的影响,通过合理控制合金元素含量,降低了铸件成本,改善了铸件加工性能,取得了可观的经济效益。
关键词:熔化工艺;合成铸铁;碳化硅;形核核心;孕育;合金化;经济效益
发动机缸体缸盖是结构复杂、壁厚不均匀铸件,铸造性能的好坏直接影响到铸件质量。在铸件生产过程中熔化工艺是非常关键的一个环节,铸件质量和力学性能是否符合要求、铸件成本是否得到良好的控制跟熔化配料及合金加入量密切相关。为提高铸件的性能和降低成本,合理选择化学成分、优化炉料配比、铁液过热静置、改善孕育处理以及优化合金元素含量等工艺是生产优质铸件。降低生产成本的关键措施。本文就发动机缸体缸盖熔炼有关的工艺改进措施总结如下,供探讨。
1 原工艺生产条件及存在问题
在有些公司生产的某品牌系列柴油机发动机缸体缸盖铸件案列中(不镶缸套)有些铸件要求重 50~250 kg,平均壁厚为5 mm,材质HT250。要求本体抗拉强度≥207 MPa,硬度179-241 HB,铸件不允许有砂眼、渣眼、缩松、裂纹等缺陷。
采用10吨中频感应电炉熔化铁液,过热温度为 1 510~1 530 ℃。2012年前,配料时生铁:废钢:回炉料为5:2:3,熔炼时在中频炉底部1/3处随炉料加入50kg未经过高温煅烧的普通增碳剂,熔化过程中加入Si、Cu、Mn、Cr、Sn元素,出炉时加入硅钡孕育剂进行孕育处理,浇注时加入硅锶孕育剂随流孕育,浇注时间为18~22分钟。
原工艺生产的缸体缸盖熔炼时生铁及合金加入比例大,生产成本高,铸件组织粗大,A型石墨大小通常在3级左右,铸件本体强度及硬度散差大,铸件精加工表面RZ>15,铸件机械加工性能差,气密性试验时铸件泄露率在2%以上,客户抱怨大。因此,优化熔化工艺,改善铸件力学性能,提高铸件基体组织的致密性、改善铸件加工性能、降低生产成本成为笔者公司近年来面临的重点课题。
2 优化发动机缸体缸盖熔化工艺的几种措施
2.1 高温石墨化增碳剂+废钢的合成铸铁熔炼工艺
生铁中存在具有遗传性的过共晶石墨,在熔化时,碳原子在原始石墨上生长造成石墨粗大且大小不均匀,石墨尖头的应力集中效应,降低了铸件的力学性能。因此以生铁为主的配料工艺,即使加入较高的合金元素,铸件本体强度偏低,硬度偏高。随着合成铸铁技术在铸造行业推广应用,笔者公司自2012年起成功试验推广“废钢+高温石墨化增碳剂+少量生铁”的合成铸铁工艺,代替了“生铁+普通增碳剂+废钢+合金”原生产工艺,生铁:废钢:回炉料=0.5:6.5:3,选用经过高温石墨化处理的晶体型增碳剂增碳,每炉分批加入150 kg。
采用合成铸铁工艺,消除了生铁中粗大石墨的遗传性,石墨大小为4~5级,石墨形态得到改善,使石墨分布更均匀,同时降低了铸件的缩松倾向,改善了铸件的加工性能。
2.2 铁液的过热静置
在一定范围内提高铁液的过热温度,延长高温静置时间,能使石墨细化,基体组织细密,抗拉强度提高;若进一步提高过热温度,铁液的形核能力下降,石墨形态变差,甚至出现自由渗碳体,使得强度性能范围下降,因此存在一个“临界温度”。一般认为,普通灰铸铁的临界温度1500~1550 ℃左右[1]。笔者公司采用过热温度1510~1530 ℃生产发动机缸体缸盖,高温静置5~10 min,石墨形态得到改善,本体强度及稳定性得到提高。由于高温静置和长时间铁液保温会造成碳的损失及形核核心的减少,在铁液出炉时加入0.03%~0.06%增碳剂(粒度0.3~0.8 mm)进行预处理,增加铁液的形核核心,并起到一定的孕育作用。
2.3 孕育处理及孕育剂的选用
对于灰铸铁,孕育的实质是借助孕育剂去影响铁液的共晶反应,良好的孕育处理是灰铸铁获得细小均匀的A型石墨、消除碳化物及过冷组织,减少断面敏感性及硬度散差,改善铸件力学性能及加工性能的基本保障。
2.3.1 出炉孕育
合成铸铁因使用大量的废钢及增碳剂,铁液中氮含量急剧升高,氮元素在铁液中可成为碳化物的稳定剂,促进碳化物的形成,它对石墨生长过程有影响,并能促进珠光体形成[2]。另外氮可使石墨片长度缩短,弯曲程度增加,端部钝化,共晶团细化和珠光体数量增多,从而提高其力学性能[3]。但是当铁液中氮含量达到120~150 ppm时,铸件将产生枝晶间裂隙状氮气孔,氮气孔缺陷常常与缩松缺陷相混淆,不少铸造厂将其作为缩松缺陷开展技术攻关,因判断错误致使措施无效[4]。
锆在铁液中能生成ZrC、Al3Zr、ZrN,降低铁液中的溶解氮,基本消除铸件的氮气孔缺陷,同时增加析出和细化奥氏体枝晶,增加石墨结晶核心促进铁液石墨化,提高铸铁的强度,笔者公司采用合成铸铁工艺生产时,出炉孕育选用硅钡锆孕育剂,加入量0.25%~0.3%。
2.3.2 随流孕育
孕育衰退是孕育处理过程不容忽视的问题,相比出炉孕育,随流孕育铁液温度较低且孕育时间延后,从而明显减少孕育衰退现象,提高孕育效果。对致密性要求高的发动机缸体缸盖灰铸铁件,一般选择0.05%~0.1%的硅锶孕育剂。硅锶孕育剂能够有效促进共晶石墨化、减少铁液的白口,但不显著增加共晶团数,不增加铁液的缩松倾向,对降低铸件渗漏具有显著的作用。
表1 两种孕育剂加入量与缸体性能的比较数据
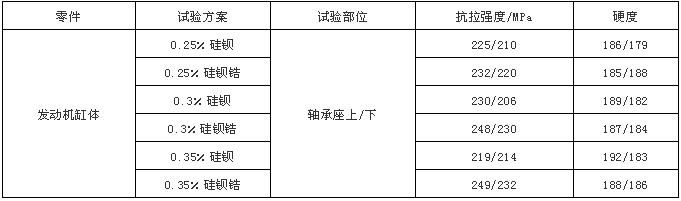
笔者公司2008年以前采用出炉孕育加倒包孕育两种孕育方式,孕育剂均为硅钡,生产的康明斯4B缸盖,渗漏废品率高达10%左右,后采用硅锶随流孕育后,渗漏废品率降至3.52%,对比数据见表2。
表2 倒包孕育与随流孕育渗漏对比表

2.4 SiC在炉料中的应用
碳化硅是一种硅基生核剂,熔点达2 700 ℃,在铁液中不熔化,按SiC+Fe=FeSi+C(非平衡石墨)熔融于铁液,式中SiC里的Si与Fe结合,余下的C即非平衡石墨,作为石墨析出的核心[5]。并且碳化硅还是很好的脱氧剂,灰铸铁、球墨铸铁和可锻铸铁都是通过SiC+FeO=Si+Fe+CO这个反应,用SiC来降低渣中FeO和MnO的含量[6],从而净化铁液,减少炉壁氧化,延长炉壁寿命,而且碳化硅可以达到增硅、增碳的目的。
碳化硅是一种具有“富足核心”美称的物质,它作为铸铁合金的添加剂,减少了铸件白口倾向,增强石墨形核能力和增加石墨形核中心,得到数量适中的共晶团数,形成符合要求的石墨形状和分布,应用了合成铸铁熔化工艺后,炉料中废钢比例过高引起铁液核心数过少时,碳化硅的成核效应可起到关键的作用[7]。笔者通过不加碳化硅和加入1%碳化硅两种熔化工艺对铸件金相组织(缸体缸筒部位)进行比较,熔炼时加入一定量的碳化硅对提高冶金质量、改善石墨形态有明显的效果。
2.5 合金元素的选择及加入量
灰铸铁的金属炉料一般由生铁、废钢、回炉料和合金元素组成,众所周知,合金元素有促进珠光体,强化基体组织,提高铸件力学性能和使用性能的作用。一般认为,铸铁中除碳和铁外,有意加入的金属元素均作为合金元素。笔者公司生产发动机缸体缸盖加入的合金元素有Si、Cu、Mn、Cr、Sn,合金元素加入量超过一定范围后对铁液质量及铸件强度会产生负面影响,并且随着合金元素加入量的增加,生产成本相应提高。所以在采用了合成铸铁技术、应用了碳化硅和硅钡锆孕育剂基础上,适当降低合金的比例是节省材料、降低生产成本的重要途径,也是降低铁液收缩倾向、改善铸件加工性能的关键因素。
2.5.1 硅
铸铁中的硅由原铁液硅和孕育增硅组成。资料指出,生产灰铸铁时,孕育剂带进铁液中硅的质量分数不大于0.3%[8]。一定条件下,每种孕育剂都有其最佳加入量。过多的使用孕育剂不会带来更大的孕育效果,反而浪费孕育剂、降低铁液温度、增加铸件的收缩及气孔和夹渣等缺陷。孕育不足,铁液中有效的形核核心过少,铁液过冷倾向及过冷石墨增加。
硅是强烈促进石墨化的元素,是铸铁中的主要组元,硅强烈削弱Fe-C结合键,明显扩大TEG~TEM区间以及显著提高TEG三个方面影响石墨的析出,故硅比碳有更强的石墨化能力。文献指出,当w(Si)<1.2%,即使将碳量升高至w(C)>3.5%也难获得完全的灰口凝固[9]。因此,孕育前原铁液必须要有一定的硅含量,其可来自生铁、熔炼过程中随炉料加入的硅铁或碳化硅。原铁液中硅含量取决于铸件大小及结构,一般认为,冷却速度相对较快的汽油机缸体缸盖铸件,原铁液中硅含量要求相对较高,而冷却速度相对较慢的柴油机缸体缸盖原铁液中硅相对要低。通过试验对比,在相同孕育量(0.3%硅钡锆出炉孕育和0.05%硅锶随流孕育)、相同碳化硅用量及相同合金含量条件下,w(C)=3.2%~3.35%之间时,原铁液中硅从1.4%增加到2.0%,碳化物及铁素体减少,石墨长度变长,渗漏倾向增加。如表3所示。
表3 不同比例原铁液硅石墨形态、级别、碳化物、铁素体的对比数据
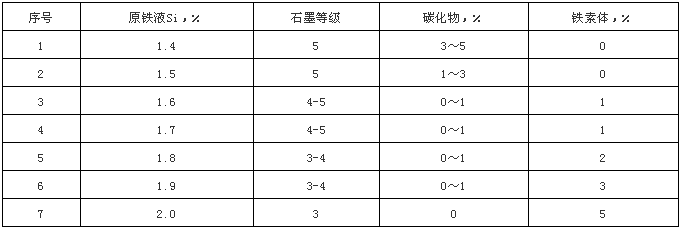
由此可知,在同等孕育条件下,原铁液中硅对灰铸铁石墨等级具有一定的影响,笔者公司生产的康明斯柴油机缸体缸盖铸件,原铁液硅控制在1.6%~1.7%。
2.5.2 锰
锰是阻碍石墨化、促进碳化物形成的元素,在铸铁生产中Mn和S同时存在,Mn、S对灰铸铁组织和性能的影响取决于是否发生化学反应生成MnS,MnS在铁液中是形成石墨的核心,间接起到促进石墨化的作用,因此锰对石墨化的影响是不强烈的。锰与硫化合所起的作用是以“锰硫比”来决定的,Mn=1.7S+0.3或者Mn=3.3S,灰铸铁铁液中w(S)的适宜范围是0.08%~0.12%,硫含量为0.02%与硫含量为0.1%的石墨形态相比,随着硫含量增加,石墨长度变短,端部钝化、形态弯曲[10]。笔者公司现在S的比例是0.1%~0.12%,由公式可得出,Mn的比例范围应该保持在0.47%~0.504%;另外由Mn-S溶度积曲线[11]看出,碳当量为4.0%,S为0.1%~0.12%时,Mn为0.45%~0.5%。
因此,根据以上两点论证以锰在0.5%左右的比例进行试验验证。试验结果如表4。
表4 锰含量与缸体性能的数据

原工艺硫含量为0.10%~0.12%,锰含量为0.7%~0.9%,将锰含量降至0.5%左右时,试验表明,铸件的本体强度并没有降低,反而有升高的趋势,所以控制锰的含量在0.46%~0.55%之间。如果加入的锰量过高,一方面,随着锰量增加,与Mn结合的S就多,使铁液中自由w(S)量降低。S被大量消耗后,石墨会变得平顺,长度变长,端部的钝化效果变差;另一方面过量的锰会形成MnS夹杂物,大量MnS夹杂物,一部分会成为石墨的晶核,另一部分则发生聚集,形成局部密集的MnS排列,Mn强化基体的合金化作用被MnS的不利影响压制,降低了灰铸铁性能。但是锰含量也不是越低越好,锰含量太低,会使铁液氧化倾向增大,流动性变差,收缩倾向增加[10]。
2.5.3 铬
铬铁是高熔点的正偏析元素,具有很强的形成碳化物的能力,加入到原铁液中,w(Cr)量上限不要超过0.35%[10]。当铬含量偏高时,易促进晶界碳化物形成,灰铸铁中的碳化物除分布在共晶团间外,有时还分布在共晶团内的蜂窝结构中。因为蜂窝内存在有残余液体,凝固较晚,如果碳化物形成元素被推移到铸件中心,将在铸件断面中心部生成大量莱氏体,并分布于初生奥氏体枝晶中。此时,铸件内部会形成白口凝固,出现反白口现象[12]。相对于铜和锡,铬铁价格低,且显著促进珠光体,使珠光体内的渗碳体片层变为合金渗碳体(Fe,Cr)3C,提高铸件的强韧性和耐磨性,为了提高力学性能、减少铸件渗漏风险,笔者公司生产的缸体缸盖加入铬铁比例控制在0.16%~0.23%。
2.5.4 铜
铜加入铁液中主要产生两方面作用。一方面,铜是一种促进珠光体形成的反偏析元素,铜的加入可起到增加和稳定基体中珠光体组织的作用;另一方面,铜又是一种微弱促进石墨化的元素,可部分抵消铬元素增大白口倾向的不利影响,有利于保证铁液的铸造工艺性能。
铜对灰铸铁的抗拉强度、屈服强度、应力弹性模量的影响基本一致。当加入0.5%铜时,会增加抗拉强度、屈服强度,使弹性模量上升;铜含量为0.8%时,强度最高;超过0.8%时,随着含铜量的增加,铸铁的强度和冲击韧性都降低[13]。
可以看出,铜含量为0.5%~0.8%时,强度和冲击韧性变化微小,故选择铜含量为0.5%左右进行试验验证。经多次试验验证,发动机缸体缸盖铜的比例控制在0.45%~0.56%,符合铸件的力学性能。
2.5.5 锡
锡是低熔点的反偏析元素,铸铁中加入锡元素可以增加珠光体含量,细化共晶团及珠光体,促进厚壁处的珠光体数量,但不会使薄壁处出现白口,降低断面的敏感性。灰铸铁中加入0.03%~0.12%锡时,可获得铸态珠光体组织,但珠光体数量很多的铸铁,加入Sn元素,效果不明显[14]。一般的w(Sn)加入量在0.02%~0.04%,过高,有可能会使材料变脆[10]。笔者公司以锡在0.03%~0.05%进行试验验证,试验效果见表5。
表5 锡含量与缸体性能的数据

康明斯缸体缸盖铸件要求本体强度≥207 MPa,锡含量为0.03%~0.05%,铸件力学性能完全满足技术要求。通过试验统计,当锡含量≥0.05%时,其对力学性能的改善效果不明显。
2.5.6 分析讨论
文献指出,两种以上合金元素的配合使用,用一种合金元素和另一种合金元素配合,防止另一种合金元素易产生白口倾向及生成碳化物的可能[15]。笔者公司生产缸体缸盖加入的合金元素锰、铬是正偏析元素,偏离石墨偏析于晶界,硅、铜、锡是反偏析元素,吸附于石墨[16],为了克服元素偏析的不利影响,熔炼时同时添加正、反偏析元素,利用其综合性能,得到希望的珠光体组织和力学性能。
3 经济效益分析
3.1 合成铸铁的应用取得经济效益
采用合成铸铁工艺,利用生铁和废钢的价差,可降低主材成本。生铁中含一定的碳(约4.3%)、硅(约1.2%),因此生产合成铸铁时需要补加一定量的增碳剂和硅铁,每吨铁液增加成本225元,当生铁和废钢单吨采购成本价差为480元时,经测算每吨铸件降低主材成本约200元,采用废钢代替生铁的合成铸铁熔炼方式有明显的经济效益。
3.2 低合金化降低主材成本
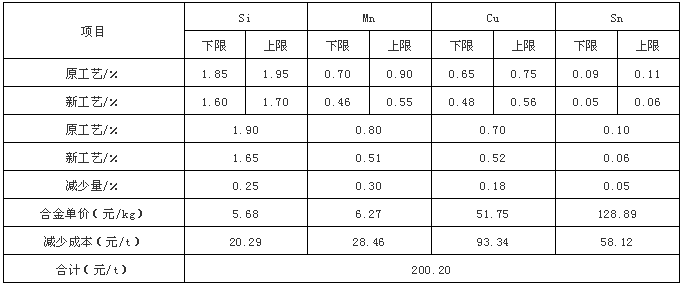
通过采用合成铸铁工艺,合理设计合金元素的加入量,降低了发动机缸体缸盖的主材成本,每吨降低成本200元左右(以缸体为例),数据见表6-表7,若一年生产25 000 t铸件,直接经济效益将近500万元。
表6 B缸体低合金化后每吨降低的成本数据
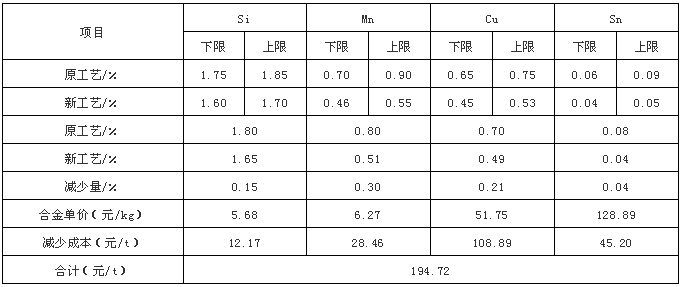
表7 D缸体低合金化后每吨降低的成本数据
3.3 质量成本
通过优化熔化工艺、采取措施后,发动机缸体缸盖的渗漏率从2%降低到1%以下,经过一段时间验证,渗漏废品率很稳定。若一年生产发动机15万台,一年就可以减少废品将近1 500台,降低质量成本200余万元。
4 结论
(1)采用合成铸铁技术生产灰铸铁的过程中,消除了石墨粗大带来的遗传效应,提高了铸件硬度的均匀性,减少了缩松倾向,细化了石墨,改善了铸件的切削加工性能。使用经过高温石墨化的增碳剂是生产合成铸铁的关键所在。
(2)碳化硅的使用增加了石墨形核能力,减少了白口倾向,提高了铸件的抗拉强度。
(3)废钢用量增大后,使用硅钡锆孕育剂,可抑制孕育衰退减少氮气孔。
(4)合理设计合金元素的加入量,大幅度降低了生产成本及质量成本,降低客户抱怨度,提高了企业的竞争力。
上一篇 上一篇:十堰东铸商务服务有限公司
下一篇 下一篇:武汉华中数控股份有限公司






