



德国Seeger公司:大幅提高刀具使用寿命
2017-09-11 | 编辑:中机教育网 | 来源:中国机械工业联合会机经 | 浏览量:
在Seeger Präzisionsdrehteile公司,需要进行每天连续24 h生产。在圣诞节和复活节等公共节假日,如果刀具允许,仍然进行生产。在此期间,通过不断更换刀片,一次运行可以生产一千个零件。对于德国Seeger Präzisionsdrehteile公司首席执行官大幅提高刀具使用寿命Wilhelm Seeger来说,适当的刀具此时可以发挥决定性作用。“刀具的问题越少,磨损越少,使用寿命越长,生产运行就越好。即使出现凹槽的刀片也可以制作40 000件零件,这种现象甚至经常发生。”Wilhelm Seeger说道。

在Seeger的能源生产车间里,约有120台机床。热回收、联合发电厂、热泵、光伏装置等均可实现相应的节约
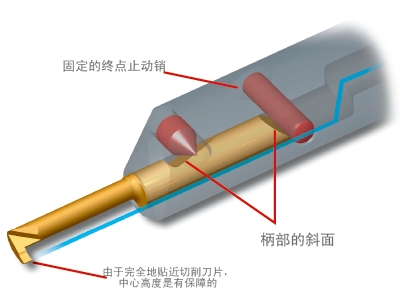
进入这个在2013年由这些车床零件专家建造的位于Salem-Neufrach的生产车间,则可以看到90台卧式车床与各种固定机床。每年三班制生产不锈钢、加工钢、铜制及铝制零件,共计约5000万件。可生产直径在3~42 mm之间的棒材,用于多用途车辆、汽车、液压工业及医疗领域,最小零件均以50~500万的批量生产。Wi lhelm Seeger指出了电气零部件的内部加工必须具有极高精度。规定的公差高达0.02 mm。采用Arno-Werkzeuge的AMS微型系统来制造零件。AMS系统专门用于加工0.7 mm以上的钻孔,并在广泛的加工可能性范围之内提供高强度和高加工安全性。刀片顶部的均匀铣削斜面和刀柄中的固定销,可以保证中心高度的重复精度。精密刀具制造商不仅研磨切削刃,而且研磨整个刀片。除了标准程序,还可以提供专用刀具。其目标是利用长期的客户关系,为新的挑战找到快速解决方案。

为了能够保持在0.02 mm的最小公差之内,SeegerPräzisionsdrehteile已经选择了Arno Werkzeuge的AMS系统。这一组件适用于汽车行业
连续生产而非峰值生产
双方的合作始于为汽车行业生产极薄、极长且最终会被装入ABS系统的零件。一次性生产300万件1.4105不锈钢零件。在过去生产这类车床零件的时候,还是在老旧的生产车间,就会不时出现刀具的意外损坏。对于表面质量和尺寸精度,利用AMS系统的测试,均超出了之前的结果。利用新的刀片,在之前使用的切削参数的基础上,Arno Werkzeuge取得了成功,目前生产8000件,过去只能生产2000件。使用寿命增加了400%。对于Wilhelm Seeger来说,较长的使用寿命,只有结合加工安全性的较高优先级目标,才有意义。Wilhelm Seeger:“高效的大规模生产的秘诀不在于强大的刀具应力和短期峰值的实现,而在于实现长期的成果。”鉴于工作材料的批量波动,这种边界切削速度的确是一个问题。在平稳运行过程中中断,这样无法保证加工安全性。

德国Seeger Präzisionsdrehteile公司首席执行官Wilhelm Seeger(左)经常独自站在机床旁边。他与现场的Arno工作人员一起致力于研究出潜在的操作友好型解决方案
提高使用寿命
在更换所测试的刀具后,仔细检查其他部分的生产情况。Wilhelm Seeger称:“与竞争产品相比,Arno Werkzeuge的确可以将小范围内刀具的平均使用寿命延长50%。”这些结果有力地证明了,采用此设备,可以实现不同刀具的成本节约。即使在更换后,Wilhelm Seeger和Arno Werkzeuge公司还在进行进一步优化。目前,他们正在对操作人员友好型性能进行微调,对刀架进行改造,旨在提高切削刀片的更换速度。Arno的一个现场工人解释道:“为了满足客户的需求,这种以用户为中心的夹持解决方案直接在实践中接受测试。这是我们非常乐意为Seeger公司提供的一项服务。”Arno现场工作人员非常了解卧式车床的问题。Wi lhelm Seeger补充道:“Arno Werkzeuge的员工利用每一个机会,了解现场情况。”实际的生产情况如何?有多少空间真正用于刀具更换?机床空间还存在哪些需要解决的挑战?
鉴于卧式车床的空间条件,需要配备便于更换的刀具,且中心高度具有重复精度,以避免复杂的轮廓绘制工作
对于此类机床,简单快速低成本地更换刀具,才是最重要的。Arno Werkzeuge先采用一个专用刀具,然后再转变为标准刀具,从而满足了客户的需求。在刀具更换时考虑了卧式车床的特殊空间条件。对于固定刀头的机床,刀塔可以移动到一个舒适的更换位置,而与之相比,在卧式车床上更换刀具,几乎是盲目执行的。在此步骤中,可能出现相对较多的错误。因为机床空间内的视角非常有限,只能凭感觉更换切削刀片。通过直接与机床接触,Arno设计工程师可以更好地评估,哪些地方比较可行,哪些比较棘手。在更换期间,内部冷却通道是如何精确定位的呢?又是如何准确匹配的呢?
首次讨论和首次起草方案只间隔几个星期。根据经验,后续一般会进行一到两次纠正。积累的经验将得到进一步发展,可以用于再次更换刀具。目的是实现最佳使用寿命和功能性。

Wilhelm Seeger(右)和Arno现场人员表示,提供新的精密刀具非常重要。较短的内部路径和灵活性非常具有优势
质量而不是数量
普遍工人所面对的情况,也促使车削专家不得不采取措施。在几年前,操作机床的几乎全部是有技能的工人,而如今,由于培训人员有限,迫使企业不得不启用对机床不大了解的工人,进行工作。Arno Werkzeuge通过与客户合作来提供援助,使刀具尽可能便于操作人员操作。怎样才能尽可能简化操作机床的工人使用刀具的流程?较短的刀具更换时间,以及有保证的中心高度重复精度,在提高机床可用性和提高产品质量方面发挥主要作用。Seeger提议扩大AMS系统可提供的刀具种类,以便适用于不同的加工阶段。但是其他系统(如SIM程序,针对孔径为6.7 mm以上的内部加工应用)也取得了很好的成果。“我们更愿意加强与小型供应商群体的业务联系。技术配套,合作顺利——我们还奢求什么?”
上一篇 上一篇:攻城掠池 华中数控强势打入精密走刀机市场






