



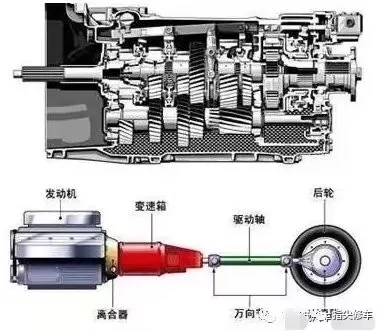
变速器齿轮及齿轮轴损伤分析与维修
2018-04-13 | 编辑:中机教育网 | 来源:中国机械工业联合会机经 | 浏览量:
故障现象
齿轮和齿轮轴是变速器主要零件,通过对变速器齿轮及齿轮轴损伤的分析,提醒使用者在使用过程中注意操作方法,注意对其进行保养。

故障分析
1变速器齿轮
变速器的齿轮经常在高转速、高负荷情况下工作,所承载的转速和负荷又是在不断变化的,所以齿轮易损坏。
1.1齿轮的损伤原因分析
(1)齿面磨损、疲劳点蚀与拉伤。变速器齿轮的齿面既有滚动摩擦,又有滑动摩擦,而且经常处于高转速,大负荷及频繁换挡,齿面承受冲击力和交变载荷,所以不可避免地产生磨损与疲劳点蚀。当润滑油不足或油质较差,磨料进入齿间,润滑油中有腐蚀性物质时,都将加速齿面磨损,并易产生拉伤及疲劳。变速器有关零件加工质量差或变形,使用操作不当等都将造成齿轮的早期损伤。齿轮的检验除用目测法外,还可用测齿卡尺、公法线千分尺或普通游标卡尺进行测量。当齿面有轻微麻点,其面积不超过15%,边缘略有破损时,可用油石或小砂轮修整后继续使用;当齿厚磨损超过允许极限,麻点面积超过上述规定时应维修或更换。
(2)轮齿的裂纹与断裂。轮齿断裂是由于工作应力大于轮齿的断裂应力或有裂纹的轮齿其应力强度因子大于轮齿断裂韧性所致。工作应力增大的最常见原因是:机械长期超负荷工作或因操作不当、齿面磨损、齿轮与花键轴配合松旷等产生冲击载荷或因轮齿形位误差过大、箱体形位误差过大,齿轮轴变形等,使齿面啮合性能变坏,局部应力增高。轮齿承载能力低,一是锻造时有细微裂纹、夹层等;二是齿根存在着隐伤产生较大的应力集中。断齿多发生在根部,轮齿断裂或裂纹时应更换新件。
(3)齿轮花键孔的磨损。齿轮花键齿承受较大的挤压应力,滑动齿轮副受到摩擦磨损,因而使花键齿侧间隙增大。由于一般齿轮比轴硬度高,所以花键孔磨损较少。只有当润滑油不足或混人磨料时磨损才加剧。又由于花键齿侧间隙增大后对齿轮啮合影响不大,所以花键齿侧间隙允许较大,如D80A-12型推土机的花键齿侧间隙为0. 20 mm。
1.2齿轮的维修
(1)齿面上出现少量的斑点、剥落或者边缘有损坏,在不影响使用的情况下可用油石修磨;而当齿轮磨损厚度超过0.2 mm,齿宽磨损超过原齿宽的25 %,或者齿面斑点占总齿面的20%以上时,则必须予以修复或更换。
(2)齿轮磨损松旷,要用千分表来测量齿轮和内座圈之间的游隙。常啮合齿轮的啮合侧隙为0.15~0. 50 mm,接合齿轮的啮合侧隙为0.10~0. 40 mm。各齿轮的啮合印痕应在齿轮啮合面中部且不小于啮合面的60%。在装上滚针轴承的状态下,用千分表测量齿轮和轴之间的间隙,标准间隙为0.009~0. 060 mm。若间隙超过0.5 mm,则表示轴外径、轴承或齿轮内孔磨损,应修复。齿轮断齿时一般应报废。如果只有个别齿折断也可用堆焊或镶齿法修复。
2变速器齿轮轴
变速器齿轮轴在工作中,承受着交变的弯、扭力矩,键槽部位还承受着挤压、冲击和滑动摩擦的作用,因此,齿轮轴常见的损坏有轴颈、键槽的磨损以及弯、扭等。变速器轴产生缺陷后,将造成变速器工作时振动大、噪音大,还可产生跳挡、脱挡、挂不上挡等变速器故障。
2.1齿轮轴的损伤原因分析
(1)齿轮轴弯曲变形。齿轮轴变形是由于负荷及内应力过大造成的。对工作影响较大的是弯曲变形,一般弯曲后直线度误差不应大于0. 04 mm.
(2)与轴承配合的轴颈磨损。轴承与轴颈配合过盈量一般约为0.01~0. 05 mm。当过盈量消失时,内圈与轴颈间将产生相对运动而使轴颈磨损增大。但是由于轴承内圈与轴颈间的滑动阻力大于滚动阻力,因此两者之间不会形成高速相对运动;又由于变速器内润滑油较充足,当内圈与轴颈间形成0.02~0. 04 mm的间隙时才会形成润滑油膜,其磨损速度会大大减慢,所以大修时只有当内圈与轴颈间出现大于0. 04 mm的间隙时才予以维修。
(3)齿轮轴花键的磨损。齿轮轴花键磨损使径向间隙与齿侧间隙增大。推土机等工程机械齿侧间隙容许值约1. 40 mm,汽车齿侧间隙容许值约为0. 30 mm。
2.2齿轮轴损伤的维修
(1)轴颈如系轻微的伤痕、毛糙、沟纹或失圆、不柱度等,可用0号砂布或油石打磨光滑使用。
(2)轴颈如有严重的沟纹、伤痕、毛糙及磨损,失圆和不柱度超过允许限度时,应在磨床上光磨修整。淬火硬度低或未淬火的一般轴,可在车床上车削、砂光使用。轴颈磨损严重时可堆焊或镶套维修。堆焊时可用振动堆焊、埋弧焊、气体保护焊等;焊后应进行无损探伤。
(3)齿轮轴直线度误差超过0. 04 mm时可进行冷压校正或局部火焰加热校正。校正时要控制好校正量,加压支承部位应正确,尤其应注意不要使阶梯轴肩处因校正产生应力集中。
(4)轴修复后的技术要求。①轴不得有裂纹、损伤、伤痕等缺陷。②轴上堆焊的金属,应紧密无孔隙、烧伤、未焊透和孔渣等现象。③轴颈的失圆和不柱度,不得超过规定。
2.3花键的维修
花键磨损后可用气焊或纵向自动堆焊法修复磨损的齿侧面,然后以未磨损花键为基准,铣削花键。为防止堆焊时产生裂纹与变形。堆焊前最好进行低温预热(200~250℃),焊后缓冷。焊后应检查变形,必要时先校正后铣齿。






